一、 桥(门)式起重机主梁挠度的检测
在桥(门)式起重机安全技术检验中,主梁拱度的检测是一项十分重要的内容。JB1036-82(通用桥式起重机技术条件)中明确规定:主梁跨中上拱度F=L(0.9-1.4)/1000。且最大拱度应控制在跨度中部的L/10范围内。目前常用的检测方法有传统拉钢丝法和现行吊钩悬尺法,以及磁铁悬尺法。下面分别介绍这几种方法。
1、 拉钢丝法
拉钢丝法要求3名检测人员必须到起重机的主梁上,用φ0.5mm细钢丝,一头固定于主梁的一端,钢丝通过上盖板上的等高块,另一头与主梁另一端的15kg弹簧秤相接。然后选取测量点,测量钢丝至主梁上表面的垂直距离,再计算出拱度值。此方法有较大的局限性和检测人员登高作业的危险性。仅应用于部分箱形双梁桥式起重机主梁拱度的检测,而对单梁桥(门)式起重机以及带裙板的箱形双梁桥式起重机主梁拱度就无法检测了。
2、 吊钩悬尺法
吊钩悬尺法是将300mm钢板尺倒挂在吊钩上,开动小车(电动葫芦)沿着工字钢轨道运行,通过架设在地面上的水准仪,依次测取主梁各点的标高值。然后计算出其拱度值。这种测量方法误差大,有时可能会得出相反的结果。影响测量精度的因素有:
小车行走轮半径差和轨道踏面形状误差,以及小车三条腿等都会直接反映在标高值上,致使测取的标高值不真实,最后计算出的拱度值也就不准确了。
3、 磁铁悬尺法
磁铁悬尺法是用一根φ0.5mm的细钢丝,一端固定在磁铁上,另一端固定在一个0.5kg的重锤上,在细钢丝上安装一个可以调节位置的300mm钢板尺,用一根专用绝缘杆将磁铁吸附于主梁下盖板或工字钢轨道的下表面上。然后选取主梁两端和梁中三个测量点,通过架设在地面上的水准仪读取被磁铁悬挂标尺上的数值,从而计算出主梁跨中的拱度值。公式如下:
主梁跨中拱度值=跨中标高-1/2(较高端跨端标高值+较底端跨端标高值)。
钢板尺正向固定于细钢丝上,测得结果是正值时为上拱,结果是负值时为下挠。利用此法可检测各种型式的起重机主梁拱度,且方法简捷,结果准确,省时省力。
二、 桥(门)式起重机主梁变形的矫正方法
桥(门)式起重机主梁在自重和载荷作用下会产生弹性下挠变形,给承载小车增加运行阻力。为了补偿主梁的这种下挠变形,设计要求将主梁做成有拱度的梁。因此上拱度是起重机主梁设计与制造中的主要问题,必须保证其规定的上拱值,不得过大或过小。
但桥(门)式起重机的主梁在制造和使用过程中,都会产生不同程度的永久变形。例如:主梁在制造过程中,由于主梁下料拱翘值预留量的不合理、气温的影响、焊接工艺的实施误差等因素影响,主梁焊接完成后,其拱度、翘度、水平旁弯及腹板的垂直度(主梁扭曲变形)等,不一定都符合要求,需要进行矫正;当一台桥式起重机的两片主梁,在同一截面高度不一致时,也需要进行矫正;起重机在使用过程中,由于主梁刚性不足、长期满负荷工作或起重机工作环境恶劣等诸因素影响,也会使主梁产生永久变形,当拱、翘值降到一定程度时,就必须进行修理矫正,按国标G136067-85(起重机械安全规程)中1、4、10条的规定:“对于一般桥式类型起重机,当小车处于跨中,并且在额定载荷下,主梁跨中的下挠度值在水平线下,达到跨度的1/700时,如不能修复,应报废。”因此,桥(门)式起重机在制造和使用过程中,主梁的矫正是必不可少的,也是非常主要的工作。采取什么方法进行矫正,将直接影响到起重机主梁变形的矫正效果、矫正费用、主梁外观质量及起重机制安全使用等。因此,合理正确的矫正方法,至关重要,不可忽视。
目前,主梁变形的矫正方法有:“火焰矫正法”、“预应力法”、“重复施焊法”、“切割法”及“局部切垫法”,具体采用什么方法,要看情况而定,不能千篇一律,只有掌握了各种方法的特点,适用范围,注意事项等知识,才能正确、合理的选择矫正方案,取得较为理想的矫正效果。
1、火焰矫正法
火焰矫正法的原理,就是在金属结构上局部加热,使金属结构的某些部位被“塑性压缩”,冷却后,由残余的局部收缩应力达到矫正变形的效果。
主梁拱翘矫正的加热区见图1。
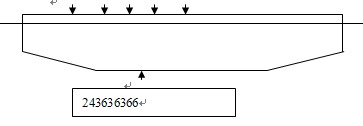
拱度不足时,加热板下侧三角区及下盖板矩形区,翘度不足时,加热悬臂腹板上侧三角形区及上盖板矩形区。烤点的大小和烤点的多少及位置,要根据变形的具体情况制定。但必须注意以下几点:
(A)最适合的加热温度为700—800℃,加热温度不应过高或过低。因为加热到此温度时,金属(低碳钢)的屈服极限趋进于零,金属处于“热碳钢”状态,矫正效果最好。
(B)同一位置不能重复加热。重复加热不但效果不好,对金属的金属组织也有损。
(C)加热点应放在隔板处。这样可以减小腹板的波浪度。
(D)加热点应避开危险截面。经加热矫正后,烤点部位应力加大,因此危险截面的负荷应力也加大,容易使变形实效。
(E)主梁变形后,主梁应加固。因为矫正后,主梁应力很大,在加多年使用,金属材料逐渐疲劳,刚性不足,如不加固,不但矫正效果保持不住,反而变形会更加严重,因此,矫正后必须加固。一般加固的方法是在主梁跨度内下盖板两侧用槽钢做,腹板再加一层下盖板,增加主梁断面。
火焰矫正法的优点是:
•••••••••矫正效果较好,特别是有较硬的弯处也起作用;
••••施工工艺也较为简单。
因此,火焰矫正法被广泛应用。但这种矫正方法也有以下不足之处:
•在火焰矫正时,为产生“压塑”效果,须将主梁矫正部位顶起(使烤区受压应力),否则无效果,这样就增加了施工的难度;
••••尽管火焰加热在隔板处,仍能造成腹板及盖板较大的波浪度;
•火焰矫正后须将主梁加固,否则,将产生更严重的变形。
鉴于以上论述,一般情况下,除局部矫正硬弯外,我们不主张采用火焰矫正法。但是,大型型钢,如工字钢、槽钢等的调直及做反变形时,用火焰矫正法最理想,既不用大型压力机,又不需要太宽敞的场地,根据型钢弯曲的程度,适当的选几个烤点,立面烤三角形、平面烤矩形,烤点大小、多少根据变形程度决定,就可以立即调好,既省力又快。
2、预应力法
预应力法矫正主梁下挠的原理就是在主梁的下盖板两端通过固定支座,用预应力张拉多根钢筋或钢丝绳,使主梁受到一个弯矩(主梁上半部受拉应力,下半部受压应力)在这一弯矩的作用下,使主梁恢复上供,安装结构见图2。当主梁承受载荷作用时,工作压力恰好和钢筋预应力相反,这样钢筋预应力就可以抵消部分工作压应力,从而提高了主梁的负载能力。
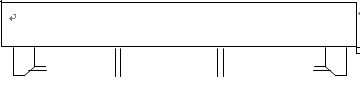
图2
预应力法是一种主梁下挠矫正的有效方法。具有以下优点:
•矫正后,上拱值准确并较为稳定,根据运用中的变化,还可以随时调整;
•矫正后,主梁的强度和刚度能得到加强;
•矫正施工工艺简单,易实施,周期短,费用低。
但它也有以下不足:
•只适用于桥(门)式起重机箱形主梁拱度下挠的矫正;
•主梁的水平弯及局部变形,门式起重机悬臂的翘度矫正等,此方法不能适用;
•矫正后的外形不美观。
起重机有如下情况时,采用预应力法最为适合:
•运用多年的起重机;
•主梁刚性不足,承载能力差;
•起重机长期满负载工作;
•工作环境恶劣等。
3、重复施焊法
重复施焊法的原理,就是将主要焊缝用大电流,重复施焊的方法,使产生的焊接变形来矫正原变形,从而达到矫正变形的目的。例如:须增加主梁的拱度时,在主梁的下盖板与腹板的两条角焊缝重复施焊。由于焊缝冷却收缩,产生的应力使上拱增大。如须减小水平旁弯时,在凸面腹板与上下盖板的两条角焊缝重复施焊,就可以减小水平旁弯。施焊的电流、重复施焊的长度,要根据矫正的程度而定,避免超过,再反向矫正。
多年的实践证明,这种矫正方法最优,准确有效、变形平滑,又不会带来外观缺陷。这种方法适合拱翘值的矫正、水平旁弯的矫正及桥式起重机两片主梁同一截面高低差偏大的矫正等,更具有实用、经济、简单、质好、速快等优点。但对主梁某处有硬弯、长期使用后主梁刚性不足有较大变形时不适用。
4、切割法
参照较早期主梁制造中利用焊缝收缩应力形成上拱的原理,可以利用焊接变形使主梁拱翘度改善。但为了产生所需的焊接变形,一般需要较大的焊接电流,但由此可能造成上盖板烧穿或缩孔等焊接缺陷;另外利用焊接热变形较难控制变形量和变形方向,容易引起主梁其它技术参术超差。
在某些情况下可以利用主梁自重对拱翘度的影响,对主梁的上盖板进行切割处理。切割后,切割部位主梁的截面抗弯模数减小,使主梁的抗弯能力减弱。在主梁自重的作用下,其产生机械变形,跨中上拱值减小,悬臂端上翘值增大。如采用此方案,比较容易控制整个修正过程及变形量的大小。但是需要注意的是,在切割部位周围的主、副腹板由于主梁沿垂直于腹板方向的轴旋转变形,可能造成腹板波浪超差,必须加以防止。
实践证明,此种方法是可行的,而且操作简单,易控制。在主梁经过永久变形后,一般能较好地保持其原有的技术数据,不会因时效的缘故在内应力或热变形释放后引起技术参数的较大变动。因此切割法是在主梁拱翘度超差较大时一种较好的新造主梁修正方法,此种方法也可用于修正悬臂过高(跨内合格)、跨内过高(悬臂合格)或其它的一些上拱上翘方面的缺陷,只要悬空支撑主梁时选择不同支撑位置、选取不同的切割部位就能达到预定的目的。必须注意的是在校正量较大时,一定要注意采取工艺措施防止腹板变形。
除了以上四种方法外,其它如局部加热法等在这里就不再详述。总之,各种矫正方法的选用,必须经过对须矫正设备的具体情况,作全面认真的分析,决定采取哪种方案,或是将几种方案结合使用,用最短的周期,最低的费用,并取得最佳的效果。

